Spindle Arbor
I was looking for a way to chuck things on the rotary table. Most of the solutions I had seen were to make a mounting plate for a dedicated chuck. I was willing to part with money for something that I'd rarely use, so I decided to build an arbor that would hold the chuck on the rotary table.
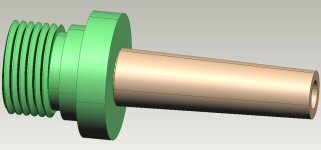
Since the rotary table has a 3MT taper, I decided build an arbor that had a matching threaded section that is the same as that on the spindle of the lathe. This is what it should look like...
This should have been simple. I purchased a blank 3MT arbor (BEA-MT3) from Minitech.

I bored a hole in a short piece of 2" diameter steel to fit on the end of the arbor. That was my first mistake. Somehow I miscalculated as I was boring and made the hole too big. It was a snug fit, like a pneumatic cylinder, but that was not good enough to be mounted on the arbor. I wanted a shrink fit, so into the scrap box with that bit.
So, I cut another piece of stock and bored it. This time the size was fine. But this was my first shrink fit, and I didn't really know what I was doing. I heated up the bored stock in the kitchen oven to about 200°C. Then I tried to insert the arbor. I use the word tried, because it went in about 10mm, then heated up and refused to go any further. It was stuck. It took a fair bit of pounding with a hammer to get it out.
On my second attempt, I put the arbor in the freezer overnight. The next day, I heated up the bored stock with a gas torch. This time, when I inserted the arbor, it just dropped in. When the temperatures settled, it was stuck fast. Woo! Hoo! From my readings, a shrink fit should be able to be done with a temperature difference of 40°C. So either I read that wrong, or my measurements of hole and arbor were not up to scratch.
Next came the machining of the stock. It started off pretty easy. I measured the main register; 39mm. So I have a standard 39x4mm spindle.
I set the machine up to cut the 4mm thread and started to cut. I started to cut under power - 100 rpm. Although this is pretty slow, it was still terrifying watching the lathe tool post quickly approaching the spindle. Since this is a metric thread, I can't use the threading dial, so I have to turn off the machine as it finishes the cut. Unfortunately I missed timed it a couple of times and ran into the end of the work.
As the cutting of the thread got deeper, the machine started to struggle with the load. It kept digging into the work and stalling. It was time to build a handle to drive the spindle.
It didn't take long to build the handle, but after it was completed I got side-tracked; I'm not sure what I was sidetracked on, but it was about 6 months later that I got back to finishing the arbor.
With the arbor mounted, and the handle attached, it was pretty easy going to cut the thread. The topslide was set up at 29.5° and was feed in slowly at 1-2 notches per pass (0.025mm per notch). With a sharp tool, it was cool to watch ribbons of swarf coming off when cranking the lathe by hand.
The thread was looking pretty close to finished, so I tried to fit the 3 jaw chuck. I wouldn't screw on, so I cut the thread some more. This time it screwed on a little bit, but then stopped, so I cut the thread a little deeper. Still no luck, so I measured the lathe spindle to just double check. Hmmm. The threaded part of the lathe spindle is smaller than my arbor. Hmmm. The thread is actually about 3.2mm apart, not 4mm.
Bugger! My spindle is a 1.5" x 8tpi, not 39x4mm. Back to the square one.
I fished out the first failed bored stocked and stuck it on a new arbor with Loctite 680. I left that to set for a couple of hours then started turning it again.
The second time around was so much easier. The whole arbor was machined and arbored in about 1.5 hours. Fast compared to 6+ months for the first one.

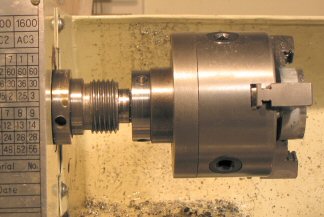
Here's the chuck mounted to it in the lathe. It tends to lack stiffness. When boring the graduated ring for the leadscrew handwheel, it suffered bad chatter. This was the first time I had seen significant chatter. It looked like the surface had been knurled. Reducing the spindle speed fixed that. I'm wondering if the Loctite joint was the weakness.
 |
 |
 |
 |
| The lathe spindle. This is what was duplicated. | The arbor mounted in the spindle taper. | The 3-jaw chuck mounted on the arbor. The remains of the graduated ring for the handwheel is still mounted in the chuck. | Another shot. |
And here is why I built it. The arbor has been moved to the rotary table on the mill.
 |
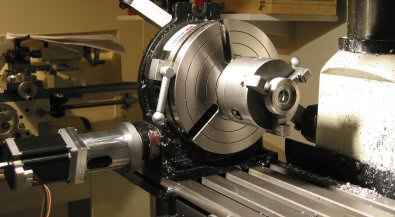 |
| The arbor and chuck mounted on the rotary table. | Another shot, showing the rotary table and the stepper motor attached where the handle normal goes. |